- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Traitement de noircissement Écrou rond à auto-serrage
Xiaoguo® investit dans des machines modernes pour une qualité de produit constante. L'installation de l'écrou rond à auto-serrage de traitement de noircissement consiste à tirer un mandrin à travers son centre, provoquant la déformation radiale de la partie inférieure vers l'extérieur, créant une grande surface d'appui sécurisée sur le côté aveugle du matériau.
Modèle:QIB/IND ZS
envoyer une demande
Description du produit
Pour que le traitement de noircissement des écrous auto-agrippants ronds fonctionne mieux et dure plus longtemps, ils reçoivent différents revêtements de surface. Voici un aperçu des plus courants :
Les écrous en acier sont souvent zingués, vous pouvez obtenir des finitions chromatées claires, jaunes ou noires. C’est un moyen économique de les protéger de la rouille. Ensuite, il y a Geomet™, qui est un revêtement en flocons de zinc. Il est très efficace pour lutter contre la corrosion et les produits chimiques, et répond à de nombreuses normes automobiles.
Les écrous en acier inoxydable subissent généralement un processus de passivation. Cela contribue simplement à renforcer la résistance à la corrosion dont ils disposent déjà. Pour les écrous en aluminium, ils peuvent être anodisés (qui peuvent être transparents ou colorés) ou recevoir un film chimique (c'est un revêtement de conversion chromate).
Toutes ces finitions font le même travail : elles protègent les écrous de l'humidité, des produits chimiques et de l'usure. C’est la clé si vous voulez qu’ils durent longtemps.
Normes et paramètres de l'industrie :
Le traitement de noircissement des écrous ronds à sertir automatiques suit les règles de l'industrie, généralement basées sur la norme DIN 7337 ou quelque chose de similaire. Cela garantit qu’ils peuvent se remplacer, peu importe qui les fabrique.
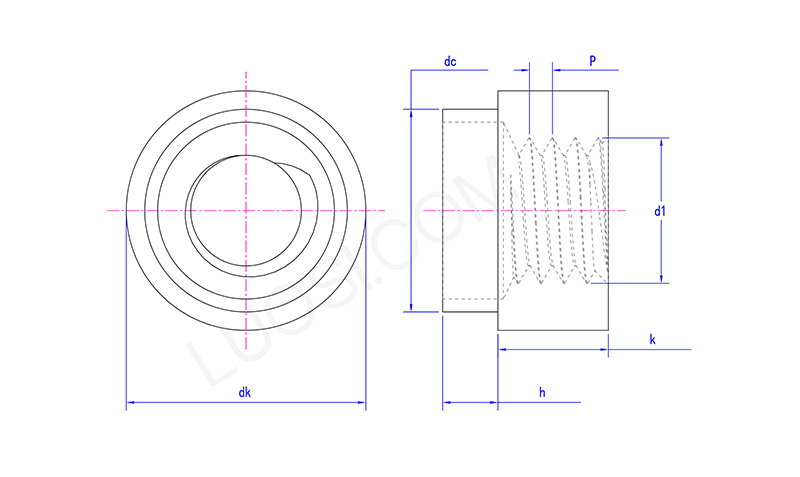
Vous les mesurez par différents éléments : la taille du filetage (comme M4, M5, etc.), la largeur du corps, la largeur de la bride et l'épaisseur du matériau lorsque vous les utilisez. Les tailles de filetage standard vont généralement de M3 à M12.
La grande différence est qu'après avoir installé ces écrous, la bride (la partie qui s'étend) est beaucoup plus large que le corps ne l'était auparavant. C’est ce qui les rend si doués pour ne pas arracher les matériaux.
Lorsque vous choisissez une noix, vous devez connaître les mesures exactes. Vous devez adapter l'écrou à la taille du trou et à l'épaisseur du matériau. Si vous ne le faites pas, cela ne fonctionnera pas correctement.
| Lun | M3-1.5 | M3-2 | M4-1.2 | M4-1.5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| ne sait pas max | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| ne sais pas min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| CC maximum | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| kmax | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| kmin | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h max | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| h min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Quels outils sont nécessaires pour l'installation ?
Pour installer un écrou rond auto-serrant avec traitement de noircissement, vous avez besoin d'un outil de réglage spécial appelé mandrin. Cet outil se visse dans le filetage intérieur de l'écrou. Lorsque vous tirez ou appliquez une force sur l'outil, l'écrou se dilate vers l'extérieur, le déformant de sorte qu'il adhère fermement à la paroi du tube.
Il existe des outils de réglage manuel, mais dans la plupart des cas, en particulier dans les configurations d'usine, les outils pneumatiques ou hydrauliques sont meilleurs. Ils fournissent une force constante, ce qui garantit que l'écrou est correctement installé à chaque fois. Cette cohérence est essentielle pour des performances fiables, en particulier lorsque vous effectuez de nombreuses installations.
Balises actives: Écrou à sertir rond rond de traitement de noircissement, Chine, fabricant, fournisseur, usine
Catégorie associée
Écrou hexagonal
Écrou carré
Écrou à bride hexagonale
Contre-écrou
Écrou borgne
Écrou à fente hexagonale
Visser l'écrou à la main
Écrou rond
Écrous de moyeux
Écrou en T
Écrou de roseau
Autres noix
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.